Alésage : désigne un « contenant » cylindrique ou conique. Ses cotes sont précises.
Arbre : désigne une pièce mécanique dont la forme globale possède une axe de révolution, et dont la fonction est d’assurer un mouvement de rotation.
Bossage : partie d’une pièce en saillie.
Chambrage : évidement réalisé à l’intérieur d’un alésage.
Chanfrein : petite surface obtenu par la suppression d’une arrête sur une pièce.
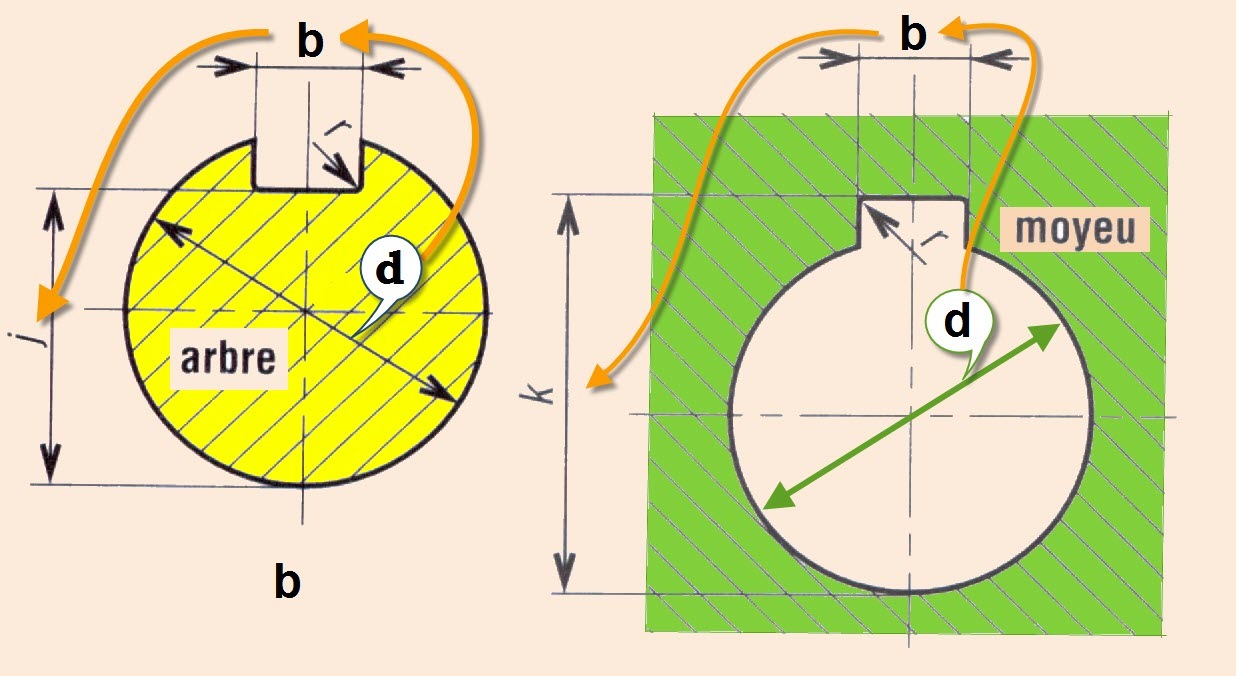
Clavette : pièce se logeant dans une rainure ou une mortaise assurant un assemblage entre deux pièce.
Collet : couronne en saille sur un arbre.
Collerette : couronne à l’extrémité d’une pièce cylindrique.
Décrochement : surface en retrait d’une autre.
Dégagement : évidement destiné à éviter le contact entre deux pièces ou à faciliter l’usinage.
Entaille : enlèvement d’une partie d’une pièce.
Épaulement : changement brusque de la section d’une pièce, en générale pour créer une face d’appuis.
Évidement : vide réalisé dans une pièce pour en réduire la masse ou la surface.
Fraisure : évasement conique à l’orifice d’un trou.
Goupille : pièce cylindrique se logeant dans un alésage dont la fonction est d’assurer un positionnement ou un assemblage.
Haricot : trou oblong courbe.
Lamage : logement cylindrique destiné à accueillir un élément.
Locating : pièce dont la fonction est de positionner dans l’espace une autre pièce.
Lumière : petit orifice.
Méplat : surface plane sur une pièce cylindrique.
Mortaise : évidement dans un alésage destiné à accueillir un tenon ou une clavette en vue d’un assemblage.
Nervure : partie saillante d’une pièce destinée à en augmenter la résistance mécanique.
Profilé : métal ou polymère laminé ou filé dont les barres ont une section constante.
Queue d’aronde : tenon de forme trapézoïdale pénétrant dans une rainure de même forme.
Rainure : entaille longue.
Saignée : entaille profonde.
Semelle : surface plane d’une pièce assurant un appui.
Tenon : partie d’une pièce en saillie se logeant dans une rainure ou une mortaise.
Téton : petite saillie de forme cylindrique.
Oblong : orifice plus long que large dont les extrémités sont cylindriques.